An Analysis on the Effects of Different Coupling Agents on Polymer Compounds Containing Flame Retardant
An Analysis on the Effects of Different Coupling Agents on Polymer Compounds Containing Flame Retardant
As explained in previous articles, compounds containing flame retardant additives are used due to various reasons such as less smoke production, no corrosive gases, excellent dielectric properties and also the possibility of recycling in various applications such as power cables and etc. [1]. One of the main disadvantages of this group of materials is their incompatibility with different polymer bases such as polyolefins, which of course can be improved by using enough and suitable coupling agent[2].

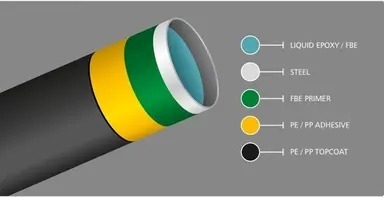
Figure (1) – Application of Polymeric Compounds Containing Flame Retardant Compounds Used in The Power Cables Industry.
In this article, in order to analyze the effect of suitable coupling agent, the effect of two different types of coupling agents including maleic anhydride based coupling agent and Ethylene Acrylate terpolymer in a certain amount (5% by weight) are discussed. Generally, coupling agents used in the polymer processing industry are a variety of coupling agent produced in reactive extrusion processes or various polymerization reactors. but choosing the appropriate type of coupling agent depends on the process of compound production, type of mixture and the polymer properties.
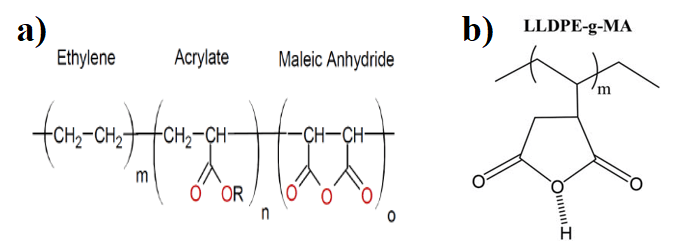
Figure 2-A) Ethylene-Acrylate-Maleic Anhydride Terpolymer Coupling Agent 1b) Polyethylene- G- Maleic Anhydride [3].
Figure (3-6) shows the changes in MFI and mechanical properties in one of the common polymer compounds in the production of power cables with EVA/LLDPE /ATH formulation and in the presence of constant values of two types of maleic anhydride and terpolymer coupling agent (5% by weight of LLDPE-g-MA and Ethylene / Acrylate / MA terpolymer coupling agent). As shown in this set of figures, the presence of coupling agent has caused an increase in mechanical properties, although this improvement in properties has occurred at a higher level in the presence of coupling agent.
In general, regarding the mechanism of coupling agents, it can be concluded that in a polymer compound, its organic part can react with the polymer matrix, and the functional polar part of the coupling agent reacts with hydroxyl groups on the surface of the flame retardant substance, such as ATH. This process by improving the adhesion between the components, increases tensile strength and elongation at break significantly.
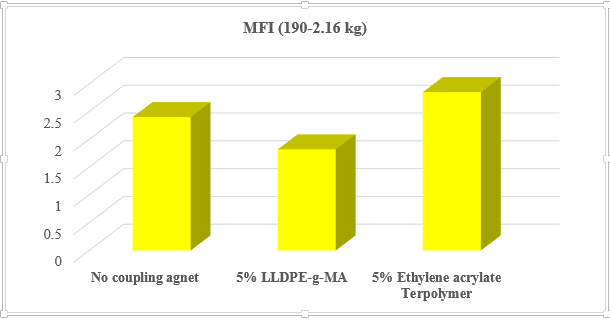
Figure (3) – Comparison of The MFI Of EVA / LLDPE / ATH Compound in the Presence Of 5% Wt Of Two Types of Maleic Anhydride and Terpolymer Coupling Agents. [4]
using an acrylate terpolymer coupling agent causes a greater increase in the MFI of the compound in comparison to using a maleic anhydride based coupling agent due to a greater drop in the viscosity of the compound in the presence of the acrylic groups in its chemical structure.
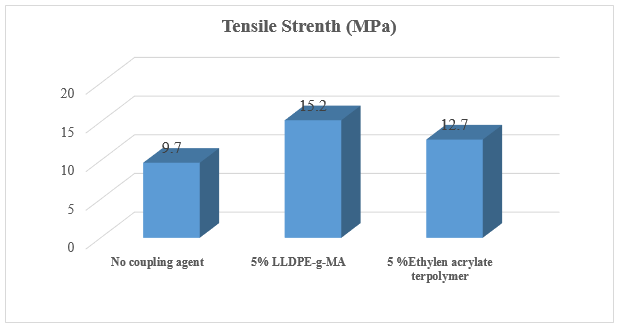
Figure (4) – Comparison of Tensile Strength of EVA / LLDPE / ATH Compound in The Presence Of 5% Wt. Of Two Types Of Maleic Anhydride And Terpolymer Based Coupling Agent [4].
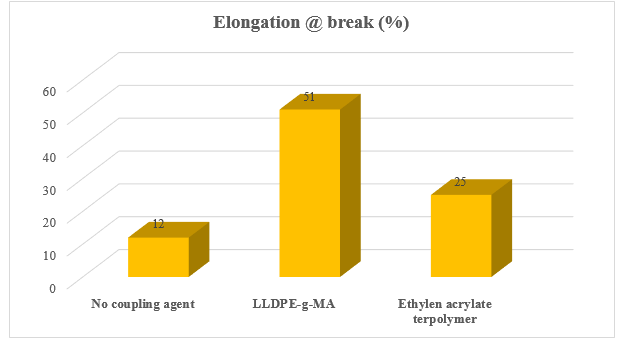
Figure (5) – Comparison of The Elongation at The Break Of 5% Wt. Of EVA / LLDPE / ATH Compound in The Presence of Two Types of Maleic Anhydride and Terpolymer Coupling Agents [4].
As shown in above diagrams, the use of both types of coupling agents improves the mechanical properties of the compound such as tensile strength and elongation at break. Due to the higher yield of maleic anhydride in the desired polymer compound, a higher degree of improvement in mechanical properties has been achieved by the LLDPE-g-MA coupling agent.
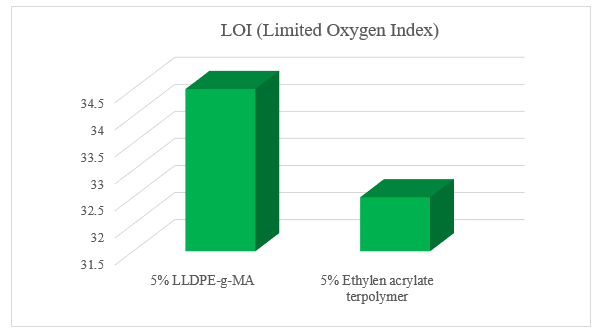
Figure (6) – Evaluation of The Limit Oxygen Index (LOI) Of EVA / LLDPE / ATH in the Presence of A Constant Amount of Two Types of Coupling Agent [4].
As it is shown in figure (6), by using of coupling agent based on maleic anhydride, the amount of oxygen index has increased slightly and as a result, the flammability of the polymer compound has been greatly reduced.
Author: Ali Moshkriz


{kind=link}