Top 10 defects in injection molding (First part)
Injection Molding Defects
Top 10 Injection Molding Defects
Introduction
Despite the numerous advantages of injection molding, there is always the possibility of high-cost defects. These problems in injection molding products range from minor surface defects to more serious defects in product quality, which can adversely affect the safety and performance of products [1]. The created defects can be caused by problems with the molding process, material use, tool design, or a combination of all three. Therefore, as with any quality issue, knowing how defects occur is half the solution. As an importer or manufacturer of injection molding products, being aware of common molding defects and how to avoid them can help you reduce costs related to unsalable goods and product returns [2].
Most Common Defects of Injection Molding Process
-
Flow Lines
Flow lines are among the cases of molding defects that create a wavy state on the surface of the product, which is known as a frog jump caused by the slow flow of the melt [3]. The flow lines appear as a wavy pattern, often a slightly different color than the surrounding area and generally in the narrower sections of the molded part. They may also appear as ring-shaped bands on the surface of the product near mold entry points or ports, through which the molten material passes. Flow lines usually do not affect the integrity of the component. But if they are found in some sensitive consumer products such as sunglasses, they can be unpleasant and unacceptable.

Fig. 1. Flow lines in injection molding [4]
This defect is caused by the variable speed rates that the molten plastic creates as it changes direction through the lines and bends inside the mold tool. Also, when the melt flow flows in parts with different thicknesses or when the injection speed is very low, which causes the melt to solidify at different speeds, this defect can be seen as in Figure 1.
Remedies:
- Increasing the injection speed, pressure and temperature of the material to ensure that the material fills the mold before it cools.
- Rounding the corners of the mold is where the wall thickness increases to help keep the melt flow rate constant and prevent flow lines.
- Placing the mold vents where there is more clearance between them and the cooling mold to help prevent premature cooling during flow.
- Increasing the diameter of the nozzle to increase the flow rate and prevent rapid cooling
-
Burn Marks
This defect happens when the gas in the cavity is not released at the right time, resulting in blackening at the end of the flow. Burn marks usually appear as black or brown discoloration on the edge or surface of a molded plastic piece. In plastic injection molded parts, burn marks usually do not affect the integrity of the part unless the plastic is burned to the point of destruction.

Fig. 2. Burn marks in injection molding [3]
- Trapped air
- Overheating of the plastic inside the mold cavity
- Excessive injection speed
Remedies:
- Reducing mold temperature
- Minimizing the rate of injection
- Enlarging the exits of the valves so that the trapped air is removed from the mold [5].
- Using antioxidant masterbatches to delay burns
-
Warping
It is called distortion of molded parts. Warp is a deformation that can occur in injection molded products when different parts of a component contract unevenly. Just as wood can warp unevenly as it dries, so can plastic and other materials warp during the cooling process, when uneven shrinkage puts undue stress on different areas of the molded part. This unwanted stress causes the final product to bend or twist as it cools. This is especially evident in the part where the part is supposed to be flat.
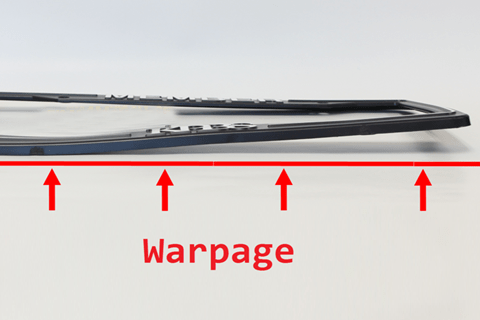
Fig. 3. Warping defect in injection molding [3]
- The removed part is very hot.
- Improper temperature balance between core and cavity temperature
- Excessive condensation in valves due to high injection pressure
- Improper design of the part
- The current is too long [6]
Remedies:
- Ensure adequate cooling time
- Lowering the temperature of the material or mold.
- Use of anti-warpage masterbatch for polymer injection products
-
Jetting
It is a kind of snake-like deformation occurs when the gate size is very small and thus the filling speed is very fast [7]. Jetting refers to a type of deformation in a molded component that can occur when an initial jet of molten material is injected into a mold cavity that begins to solidify before the cavity is filled. Jetting often appears as a curved line on the surface of the final component, usually leading from the initial injection gate. This visible flow pattern can lead to partial weakness of the part of product.
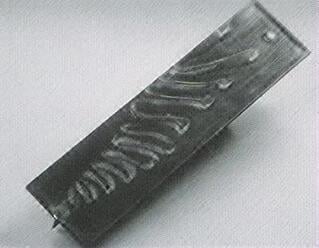
Fig. 4. Jetting defect in injection molding [8]
- Increasing mold and material temperatures
- Reducing the size of the channel to reduce the injection speed
- Ensuring the proper amount of contact between the molten plastic and the mold
- Use of masterbatch to lubricate the surface
-
Sink Marks
Another defect that leads to a decrease in the beauty of the piece on the surface of the mold (as in Figure 5), is in the form of depressions, usually in the thicker parts of the mold. The main cause is usually shrinkage of the polypropylene material during the crystallization process.

Fig. 5. Sink marks defect in injection molding [8]
- Inadequate injection pressure
- Inadequate storage time
- Inadequate quantity of materials
- Too high injection speed
- Short cooling time
- High melting or mold temperature
- Improper valve design or valve location
- Poor part design, non-uniform walls or excessive wall thickness
Remedies:
- Increasing the pressure and holding time to cool the material near the surface of the manufacture.
- Increase cooling time to reduce indentation
- Design your mold with thinner component walls to allow for faster cooling near the surface.
- Reducing the speed of injection
In the second part of the article, five other common defects of injection molding will be investigated.
Author: Emad Izadi Vasafi
References
- Khosravani MR, Nasiri S. Injection molding manufacturing process: Review of case-based reasoning applications. Journal of Intelligent Manufacturing. 2020 Apr;31(4):847-64.
- https://www.intouch-quality.com/blog/injection-molding-defects-and-how-to-prevent
- https://waykenrm.com/blogs/plastic-injection-molding-problems-and-solutions/
- https://www.creativemechanisms.com/blog/what-cause-injection-molding-defects-and-how-to-fix-them
- http://www.veejayplastic.com/blog/troubleshooting-injection-molding-defects/
- https://www.hmcpolymers.com/troubleshooting-new
- https://www.immould.com/common-injection-molding-problems-and-solutions/
- Kashyap S, Datta D. Process parameter optimization of plastic injection molding: a review. International Journal of Plastics Technology. 2015 Jun;19(1):1-8.


{kind=link}