Polymer Fibers – Part 3 (Final): Methods of Producing Polymer Fibers

In the first part of the series, we got acquainted with ordinary polymer fibers; then, in the second part, we examined high-performance polymer fibers. In the third and final part, we introduce the production methods of the fibers.
Properties required for fiber-forming polymers
Despite the wide range of natural and synthetic polymers, only a few can be used as useful fibers. This is because a polymer must meet certain requirements before it can be successfully and efficiently converted into a fibrous product. Some of these important requirements are:
- It must have long, linear and flexible chains.
- Side groups of its chains should be polar and small in size.
- It must be soluble in a common organic solvent or can be melted for extrusion.
- Chains must be able to orient or crystallize under tensile and shear flow conditions during the extrusion process.
- Molecular weight of it must be high enough to achieve proper mechanical and thermal stability, and at the same time low enough to dissolve or melt in extrusion process.
Suitable polymers for fiber production can be converted into fibers by melt spinning, solution spinning, gel spinning, liquid crystal and dispersion spinning. [1, 2]
In the following, we will examine each of these methods.
1) Melt Spinning
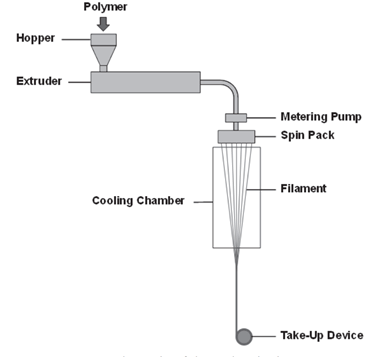
This method is commonly used to make fibers from polyolefin, nylon and polyester. The melt spinning process involves melting and extruding the polymer through a spinneret (i.e., a die with capillary holes), followed by cooling and solidifying it to form filaments. The polymer used is usually in the form of granules or dry pellets. First, the material enters the extruder through a hopper. The extruder melts and transfers it to a metering pump which delivers molten polymer into the spinning chamber at a very controlled speed, then the polymer is pushed into the holes in the spinneret and passes through them into a filament. These filaments pass through a cooling chamber to solidify. The amount of cooling and solidification in cooling chamber is usually controlled by passage of air. In some cases, heated cells and liquid baths may also be used. During the solidification process, a take-up device is used to draw filaments and turn them into small diameters. In order to improve the physical structure and mechanical properties of resulting fibers, they are often transferred directly to tensile process.
Important and influential parameters in this process are:
- Shape of the hole, the dimensions and the number of spinneret
- Extrusion temperature
- Flow rate of the mass within each hole of spinneret
- Speed of drawing
- Length of spinning path
- Cooling conditions
During spinning, these parameters must be carefully controlled to obtain the desired structure and characteristics for fibers. To understand how to control these parameters, we need to analyze the engineering of melt spinning process, which includes molten polymer flow, balance of forces and energies, and growth of molecular orientation and crystal structure. The great advantage of melt spinning is no requirement to treatment step, as no solvent is used. Another one is its very high production speed, which varies from a few hundred meters per minute to several thousand meters per minute. [1]
2) Solution Spinning
This method is used to produce fiber from polymers that do not form a stable melt, but can be dissolved in solvents. The two most important methods of spinning solution are dry and wet spinning. Dry spinning is commonly used for polymers that are soluble in volatile solvents, and wet spinning is often used for polymers that dissolve in non-volatile solvents or unstable heat.
2- a) Dry Spinning
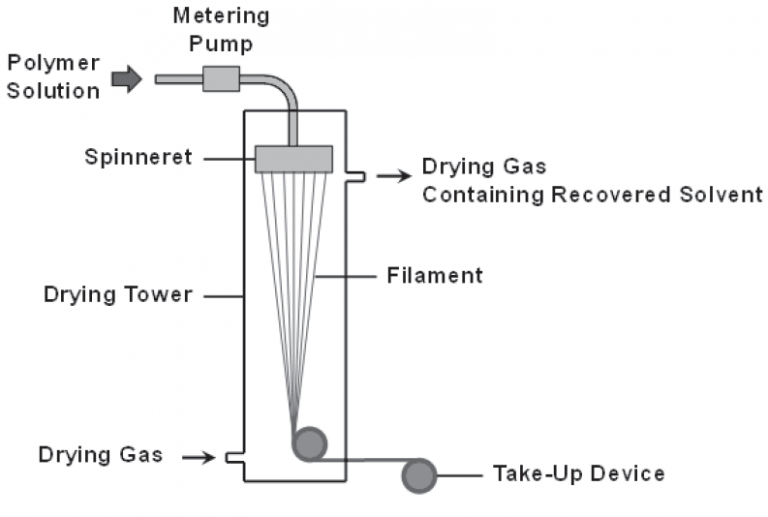
Here, the solution is transferred to filament by a metering pump with controlled speed. Often for solvent recovery, filaments are placed in an enclosed drying tower. After leaving filaments, polymer solution comes in contact with a stream of hot inert gas (usually air) and the solvent evaporates. Hot gas carries all or most of solvent evaporated from solution and exits drying tower. During this process, polymer concentration in filaments increases and they become solid. Dry spinning (800-100 m / min) is faster than wet spinning and slower than melt spinning. Examples of products are dry-spinning, polyacrylic nitrile, polyvinyl chloride and cellulose acetate fibers. The solvents used in this method usually have a boiling point and low evaporation heat. Solvents should also be easily recoverable, non-toxic and non-explosive in terms of stable heat. Examples of these solvents include alcohols, acetone, ether, and tetrahydrofuran. For efficient evaporation and recovery of solvent, the drying gas is often heated (the inlet gas temperature varies from 100 to 250°C depending on the nature of polymer and solvent). If possible, concentrated polymer solutions are preferred to reduce the amount of solvent used. The range of polymer concentrations in dry spinning is usually between 15 and 40%. Figure 2 shows a schematic of this process. [1]
2-b) Wet Spinning
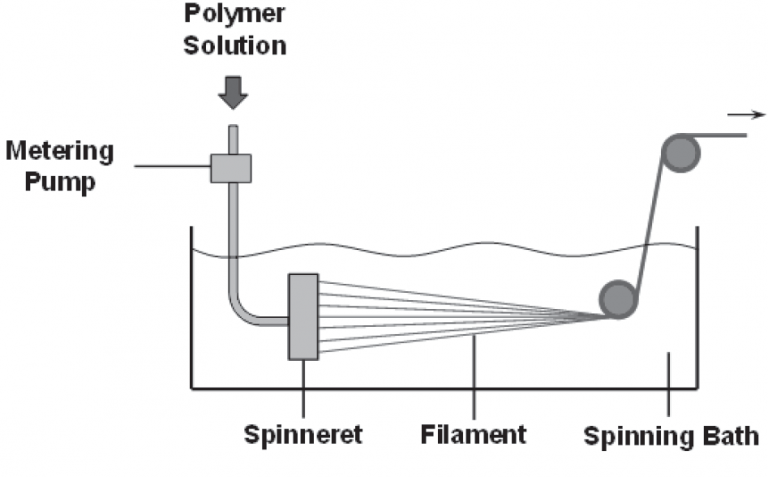
Figure 3 shows the process of wet spinning. First, spinneret is placed in a spinning bath that contains an anti-solvent (a liquid that is soluble in a polymer solution but cannot dissolve the polymer). During spinning, polymer solution is extruded from spinneret into the bath and is deposited to form solid filaments. Then, the solvent in solution is removed by anti-diffusion mechanism. There are many different designs of wet spinning systems; Spinning baths can be placed horizontally or vertically. In a vertical spinning bath, filaments can move up or down. In addition to the spinning bath shown in Figure 3, more coagulation baths may be needed to remove the solvent, and sometimes the next steps of production (e.g., traction, washing, drying, heat regulation) with the process. Tricyclic is combined. Wet spinning is often used to process polyacrylonitrile fibers, polyvinyl chloride, polyvinyl alcohol and cellulose. The concentration of polymer used in wet spraying varies from 5 to 30%, which is usually lower than dry spray. Compared to spinning and dry spinning molds, the spinning process has a much lower spinning speed (from 50 to 300 meters per minute). This is mainly because the filaments in the liquid baths withstand much greater tensile forces. [1]
3) Gel Spinning
Gel spinning, also known as dry-wet spinning, can be used to produce high-performance polymer fibers. There are several forms of this process. First, polymer solution is pumped into spinneret, which is located above the spinning bath, to create a short air gap. Extruded filaments pass through the air gap, which is similar to a dry spinning process, and then, like wet spinning, go into a spinning bath. This process allows the formation of gel filaments by reversible thermal coagulation. They have sufficient mechanical stability and are transferred into the oven to be stretched into high-performance fibers.
In melt and solution spinning processes, the tensile step is necessary to achieve high molecular orientation and good mechanical properties. However, the stretch in gel spinning process is unique and outstanding. In general, gel filaments still contain large amounts of solvent and form swollen networks that are attached to small crystalline regions (Figure 4). Such gel filaments are usually pulled under high temperature in the oven. Although pulling is also possible after complete removal of solvent, the presence of solvent during extraction can help facilitate movement of polymer chains and lead to a very high molecular orientation in fibers. (Figure 5)
Gel spinning makes it possible to produce high-performance fibers from polymers with flexible chains such as very high molecular weight polyethylene (UHMW-PE). Usually for formation of gel filaments, the concentration of solution is low, for example, 1-2% for UHMW-PE.


Figure 5. Schematic of swollen network structure in a gel filament
4) Liquid Crystal Spinning
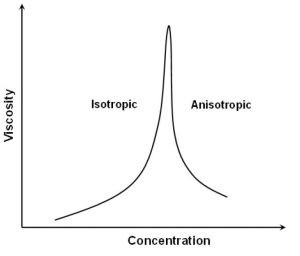
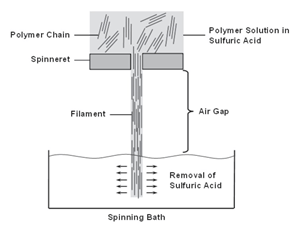
High-performance fibers can also be obtained by liquid crystalline polymers. Liquid crystals are highly structured liquids with nematic, cholesteric, esmetic molecular arrangement (Figure 7). Liquid crystallization in polymers may be achieved by dissolving polymer in a solvent, such as lyotropic liquid crystal polymers, or by heating polymer to the top of glass transfer or melting temperature, such as thermotropic liquid crystal polymers. Liquid crystal polymer chains in the form of rods can create high-performance fibers, because these chains can easily be oriented in the longitudinal direction of fiber without bending. Figure 8 shows unusual dependence of viscosity concentration of lyotropic liquid crystal polymer solution. As polymer concentration increases, viscosity increases. However, after concentration reaches a critical value, viscosity decreases rapidly. This is because without regular distribution of chains, at low concentrations, the liquid crystal phase is not formed and polymer solution becomes isotropic. When concentration reaches a critical value, a liquid crystal phase is formed and the alignment of polymer chains reduces the resistance to flow, resulting in lower viscosity. For thermotropic liquid crystal polymers, the molten viscosity of polymer also decreases rapidly at the temperature at which the liquid crystal phase appears. While thermotropic liquid crystals can be converted to fiber by melt spinning, lyotropics can use a gel or wet spinning process, although both lyotropics and thermotropic can be converted into fibers, the most successful liquid crystal fibers in this field are based on lyotropic polymers. A prime example is polyphenyl terephthalate (PPTA) or Kevlar®, first produced in 1972 by DuPont. Kevlar® can be produced in a manner similar to gel spinning (Figure 9). However, unlike UHMW-PE fiber gel, in which low-concentration solutions are used, Kevlar® is spun from concentrated solutions, for example, 20% PPTA in 80% sulfuric acid. In addition, molecular orientation above Kevlar® is obtained directly from liquid crystal phase. [1]

5) Dispersion Spinning
Spinning is used to produce fibers from polymers that are not soluble and only melt at very high temperatures. For example, polytetrafluoroethylene (Tm=327°C) cannot be converted to fiber by usual melt or solution spinning. In order to form fibers, fine-grained PTFE particles are dispersed in a polymer aqueous solution (e.g., polyvinyl alcohol) and then fibers are made using dry or wet spinning to create homogeneous dispersion. After spinning process, polyethylene is heated to break down the polymer, and the PTFE particles are deposited on the fibers. [1]
6) Reaction Spinning
Reactive spinning of monomers or prepolymers can be used to form fibers from reactive starting materials. A good example of reactive spinning is the formation of Spandex® fibers that are made using two types of prepolymers: one is flexible macro glycol and the other is rigid diisocyanate. Macro glycol is a long-chain polymer with hydroxyl groups at both ends. This part of Spandex® macro glycol is flexible and responsible for its tensile properties. Diisocyanate is a shorter-chain polymer and isocyanate groups at both ends which is rigid and strong. During fiber formation process, two prepolymers, in solution, are mixed with some additives and transferred to spinneret. After leaving, filamnets are heated with presence of nitrogen and solvent, react with prepolymers, and form solid Spandex® fibers. [1]
7) Electrospinning
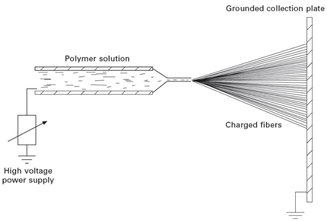
The idea of electrospinning is based on an external electric field that is used for fluids or melted polymer. This field leads to creation of an electric charge on the surface of polymer and overcomes surface tension, resulting in a rapid flow or jet production. This method is only valid for charged polymer solutions or melts with sufficient molecular interactions. In electrospinning, a small drop of loaded solution at the end of a capillary is transformed into a cone. At a critical voltage, as load increases, a stable jet is discharged from tip of the cone. Low molecular weight jet of liquid is broken down into tiny droplets, a phenomenon called electrical spraying, while a polymer solution does not break with sufficient chain overlap and fusion, but so-called flexural instability. This causes a whip-like movement between the tip of capillary and the ground. Figure 10 shows a schematic of the electrospinning process.
Non-woven mats produced in this way have a special surface with high porosity and small pores that typically produces fibers with a nanometer diameter to below the micrometer. It is very difficult to obtain fibers with a diameter range of less than 1000 nm from other common methods. Nanofibers obtained by electrospinning can be used for many applications such as purifiers, membranes, optics, vascular grafts, protective clothing, molecular molds and woven frames.
In this method, properties of fiber depend on uniformity of electric field, viscosity of polymer, strength of the electric field and distance between nozzle and collector. [2]
Sources:
1. Xiangwu Zhang, Fundamentals of fiber science, DEStech Publications, Inc., 2014
2. S. Eichhorn, J.W. S. Hearle, M. Jaffe, T. Kikutani, Handbook of Textile Fibre Structure, Volume 1: Fundamentals and Manufactured Polymer Fibres, Woodhead Publishing Limited, 2009
3. https://www.ec21.com/product-details/Polyester-Staple-Fiber-Production-Line–8443999.html
Compiled by:
Hamidreza Tayari


{kind=link}