Blow Molding

Introduction
Blow molding is one of the most economical and fastest processes of manufacturing plastic products used to produce various types of plastics including polyethylene, polyethylene terephthalate, polyvinyl chloride, polypropylene, polycarbonate, nylon and many more. A wide range of products, contains fuel tanks, bottles, pots and toys, are made using this process.
In simple terms, blow molding is a thermoplastic molding process of parison (molten tube) in which the parison or preform is placed in a mold cavity and pressured air is blown in it to take the shape of the mold. Blow molding processes are divided into three categories: extrusion, injection and injection stretch. Below we explain them.
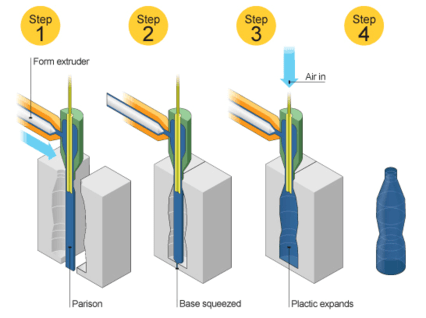
Extrusion Blow Molding (EBM)
Extrusion is the simplest and most common blow molding process. In this process, the molten plastic first is extruded, then after closing the molds, compressed air is injected through the top, causing it to swell and to form the mold. Finally, after the mold has cooled enough, it opens and the part is removed. The important thing to note here is that before removing the part, the extra parts are removed or so-called polished.

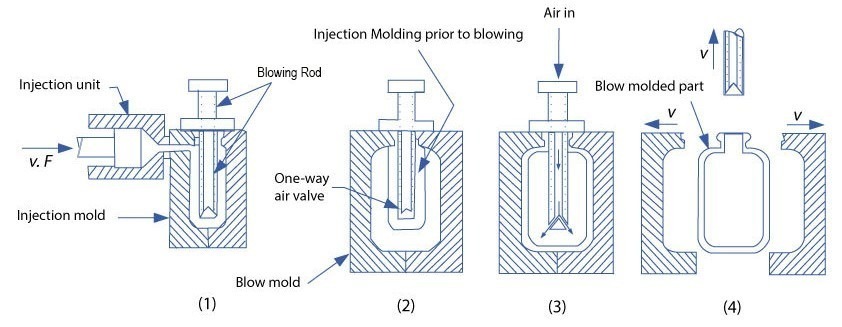
Injection Blow Molding (IBM)
In this process the preformance is first made by the injection molding, placed in another mold, and then compressed air is blown into it, and finally removed. Most thermoplastics can be made by injection molding process. In the early use of this method mainly crystalline polystyrene was used in the packaging of non-prescription headache drugs due to its good transparency. Nowadays, other resins such as polyethylene terephthalate (PET), polyvinyl chloride (PVC), high-density polyethylene, low-density polyethylene, polysulfone, polycarbonate, acetal, nylon, acrylic, polyamide and many more are used to make components by this process. [3]

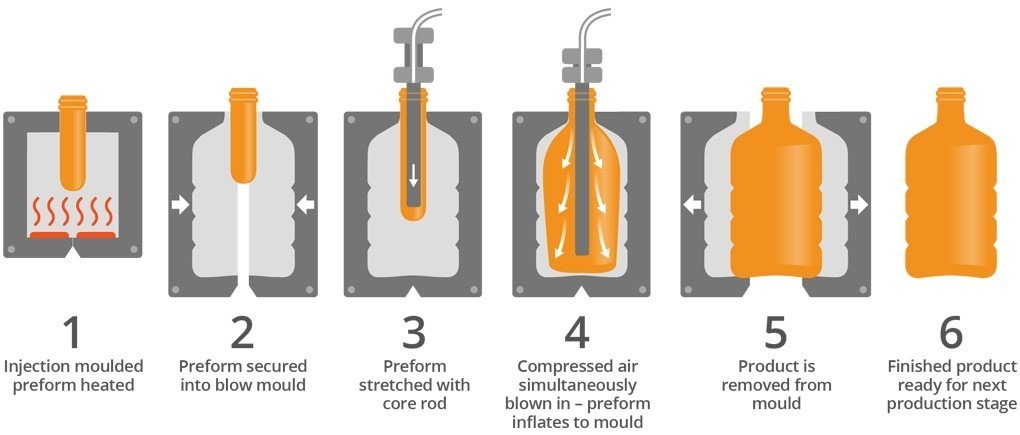
Injection Stretch Blow Molding (ISBM)
This process is exactly the same as the injection blow molding process, with the preform being slightly heated and stretched in the longitudinal and radial direction before blowing the air and forming the final piece. In fact, this will stretch and orient the amorphous polymer chains, resulting in a different type of crystallinity. The chains are aligned, and apply a linear arrangement throughout the stress region. This expanded chain, or “stress-induced crystallization”, gives the product mechanical strength. [1]
Injection stretchblow molding was identified by the introduction of non-alcoholic beverage bottles. The thermoplastics used in this process include polyethylene terephthalate (PET), polyvinyl chloride (PVC), acrylonitrile-methyl acrylate copolymer (Barex®), polypropylene, crystalline polystyrene and polyamide (nylon). PET, meanwhile, is characterized by its high transparency, good strength, the ability to apply color additives, the availability and acceptance of the packaging industry (from cosmetics packaging to beverages, pharmaceuticals and so on), has the most use and application. [3]

The most widely used injection molding and injection stretchmolding processes are in the production of various types of bottles (usually PET), such as detergent, carbonated beverage, sauce, cosmetic, shampoo, pharmaceutical product, personal care, car wax, spice, honey, beer, vinegar, syrup, soft and still mineral water, tea (hot fill), milk, edible oil, fruit juice (with pulps and fibers), and many more. [2]

The important issue in this regard is acetaldehyde. Acetaldehyde is a natural sweetener found in all citrus fruits and is often used in beverages. It is a by-product of PET production and its importance in the PET industry is related to the production of water bottles. Of course it is harmless to the consumer, but should be kept in a very low level and controlled so that it does not taste. For this reason, in some cases, oriented polypropylene (OPP) is used for production of bottles of water, pharmaceuticals, household cleaners and hot fill beverages (up to 90°C). OPP, unlike PET, does not produce any acetaldehyde. It has significant weaknesses, as compared to PET, such as much weaker impermeability to O2 and CO2 gases, lower stress-strain strength, and a longer injection molding cycle, which increases the cost of production. [1]
Table1. Properties of polymers suitable for ISBM
| Polymer | Melting Point (°C) | Stretch Temperature (°C) | Maximum Stretch Ratio |
| PET | 250 | 88-116 | 16:1 |
| PVC | 200 | 99-116 | 7:1 |
| PP | 170 | 121-136 | 6:1 |
| PAN | 210 | 104-127 | 9:1 |
Sources:
[1]. Ottmar Brandau, Stretch Blow Molding, second edition, Elsevier Inc., 2012
[2]. https://www.sipasolutions.com/en/catalog/bottle-production-systems/ecs-fx-integrated-systems#13_ppp_description_count
[4]. https://www.oberk.com/packaging-crash-course/what-is-extrusion-blow-molding
[3]. https://connectusfund.org/11-advantages-and-disadvantages-of-blow-moulding
[5]. https://www.milacron.com/mblog/2018/02/28/what-is-blow-molding/
[6]. http://nebula.wsimg.com/1041c53bcca959a5f721af7c3fd51ada?AccessKeyId=566BD8E34B7EC1CB5AFE&disposition=0&alloworigin=1
[7]. https://youtu.be/fYMuRU0omn4
[8]. https://www.indiamart.com/proddetail/extrusion-blow-moulding-machine-11911192773.html
[9]. https://www.ego-mfg.com/blow-molding/index_2.html
[10]. https://www.powerjet-machinery.com/injection-blow-molding-machine/
[11]. https://robinsonpackaging.com/wp-content/uploads/2016/02/infographic-stretch-blow-moulding.jpg
[12]. https://www.directindustry.com/prod/nissei-asb-machine-co-ltd/product-74412-1433739.html
[13]. https://www.myplasticmold.com/blow-molding
compiled by:
Hamidreza Tayari


{kind=link}